
产品视频展示,助您洞悉弯管-中频弯管品质好才是硬道理产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
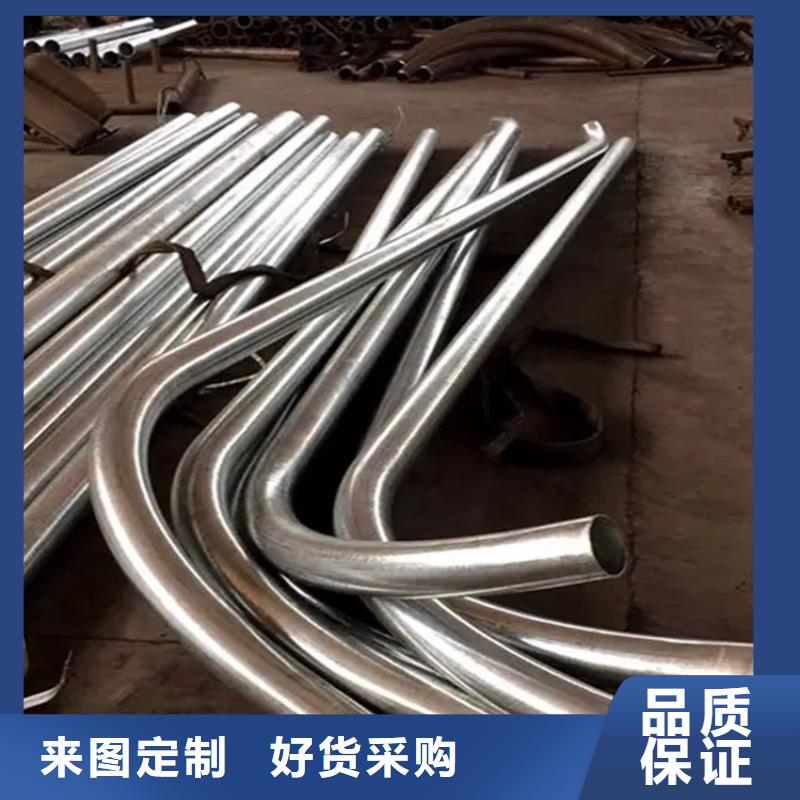
以下是:弯管-中频弯管品质好才是硬道理的图文介绍

航萧管件(大名县分公司)视科技研发为企业生命力,深谙是人才团队的智慧成就了品牌、品质。为使 O型弯管产品更趋完美,公司不吝重金聘请一批高级技术顾问和高职称的研究制造人士、高级工程师成立了技术研发中心,用他们的智慧培养员工,加上生产工人孜孜以求的工作态度,注重 O型弯管每一个生产细节,从而形成了在强势品牌战略中坚不可摧的堡垒。并和众多知名大学建立了良好的产学关系,不断自主创新,保证了新 O型弯管产品的研发质量和速度。 同时公司可为用户提供项目设计,工艺流程设计,标准和非标准 O型弯管产品设计及生产。



弯管的处理流程标准有哪些。由于弯管广泛应用于热处理炉和压力容器中,在国内中央空气、汽车工业、航空航天工业链、造船等加工制造业中,弯管的质量对加工制造业、产品品种合理性、性能和可信度产生了迅速的影响。 弯管的处理流程标准有哪些 根据建筑涂料的实际效果、镀层质量和应用标准,探讨和总结具体的防腐规律。现在应用的新型弯管生产设备增加了支撑台不动的再下直框架的上表面,上支撑台为直框架板,上直框架板为与扩张支撑台平行的面,下直框架板和上直框架板设定直框架,直框架越过挤出机螺杆和下直框架上托安装在直框架板上,直辊根据几个直轴固定直轨滑动,这种结构在具体运用中发挥了合理的效果。 如今应用到的弯管生产设备,包含工作台及其热风扇和液压油缸,液压油缸固定不动安裝在工作台的底端,液压油缸的輸出端下设液压杆,液压杆根据工作台设定有管子端尾支撑架,而且实际操作台子上安裝有安裝板根据支撑架上边的支撑架,暖风散热风扇固定不动安裝在安裝板上,暖风散热风扇的輸出端联接暖风管,輸出端暖风管相匹配于管支撑架设定,支撑点支撑架安裝在实际操作台子上。 现阶段以相对管支撑架的輔助支撑架上,支撑柱相匹配工作台的内孔由伸缩杆设定,其弯管生产设备具备实际操作便捷,应用低成本,管件弯折实际操作便捷的特性,可依据管件弯折需要的视角,处理目前管件弯折实际操作的难题,现如今根据视角组织保持原材料弯折视角的精准定位,因而结构紧凑,合理布局,使用方便,方便使用。



弯管加工全过程中,弯头的弯折反面壁厚被拉申变软,弯折凹面受挤压成型增厚;因为金属复合材料抗压能力能好于抗压强度特性,整体上管路被变长;管路弯折凸凹方位支承,侧边不支承,管路横截面变椭圆形。 为了保证弯管加工质量,弯头采用正向尺寸公差,在选择负向尺寸公差时,弯前水管壁厚应为设计墙壁厚度的1.06~1.25倍,弯曲半径越小,比例越大。髙压钢的弯曲半径应超过管经的5倍,其他应超过管经的3.5倍。电焊焊接无缝管弯折时,电焊焊接应在支撑力和地应力区周边。 不论是在人们的生活起居中還是工作上,在许多 地区都能够见到弯头的背影,在电力工程,原油,远洋航行,化工厂等行业的运用是十分普遍的,关键用于石油管道、集气站、打点滴等,在飞机场以及柴油发动机上更占据非常关键的影响力。在那么关键的应用状况下,弯管加工时的规范和政策法规是十分关键的。弯管加工务必按相关规范和政策法规生产加工,弯头要走明管,跨距和间隔要符合要求规定,不管弯管加工到哪种高宽比都不允许出現不稳定情况。弯管加工的原材料务必是经检测达标的,有形变,裂痕等缺点的弯头架杆,联接件和标准件禁止应用,弯头的标准件,联接件不可以焊接方式修补。 弯管加工的基本路面务必整平,压实,硬实,其金属材料基钢板务必整平,不可有一切形变,路面较绵软时务必应用扫地杆或垫块以扩大支承面和扩大可靠性。弯头上的起点、跳板务必铺装齐整,总宽,长短应保持一致。一切弯头上的起点、跳板务必固定不动坚固,服务平台表面不可有很大孔眼。



弯管的质量下降是什么原因引起的。a、影响弯管质量的原因还有这两点:弯管本身自带的弯曲性,弯管表面的腐蚀程度。在作业的时候,工作人员首先要清楚被加工管道的原材料有哪些,对于加工性能要有所了解,尤其是对其表面的腐蚀程度要做出准确的判断。 b、在纯弯曲的时候,弯管中性层的外侧受拉力在外力的影响下而变薄,内侧的受压力在这起作用下而变厚,管子的横截面因为合力的缘故发生改变,从而引起了弯管质量的下降。改善方式:按照规定要求,严格控制RX和SX的数值来确保质量。 c、弯胎的精度是可以直接决定弯管质量的原因之一,在制作弯胎的时候,尺寸一定要控制在规定范围内。 d、弯管时外侧拉力变厚内侧压力变薄,所在的方位和弯管的方式是不一样的,在压缩弯曲的过程中,中性轴是处在距离外壁的三分之一的地方,在回弯工作的时候,中性轴是在距离外壁的三分之二处,由此可见,使用旋弯的方法对于弯曲薄壁管道是有益处的。